
Oleh: Heru Setyawan
Amoniak adalah bahan penting dalam pembuatan pupuk, dan merupakan salah satu bahan sintetik terbesar yang diproduksi di seluruh dunia.
Amoniak (NH3) biasanya dikaitkan dengan bau tak sedap keringat dan air seni. Meskipun baunya tidak disukai, amoniak secara sengaja diproduksi dalam jumlah yang sangat besar di seluruh dunia, yang pada 2019 mencapai 235 juta metrik ton (Statista.com). Di Indonesia sendiri, produksi amoniak sebesar kurang lebih 5,2 juta ton yang diproduksi oleh 5 pabrik dibawah PT. Pupuk Indonesia, yaitu: PT. Petrokimia Gresik, PT. Pupuk Kujang, PT. Pupuk Kalimantan Timur, PT. Pupuk Iskandar Muda dan PT. Pupuk Sriwijaya.
Amoniak telah dikenal selama lebih daripada 200 tahun. Amoniak gas pertama kali diisolasi oleh ilmuwan kimia Inggris Joseph Priestley pada tahun 1774. Komposisinya dipastikan oleh ilmuwan kimia Perancis Claude Louis Bhertollet pada tahun 1785. Pada tahun 1898, Adolph Frank dan Nikodem Caro menemukan bahwa N2 dapat difiksasi oleh kalsium karbida membentuk kalsium sianamida, yang kemudian dapat dihidrolisa dengan air membentuk amoniak (Slack & James, 1974):

Produksi amoniak menggunakan proses sianamida dalam jumlah besar tidak terwujud sampai awal abad ke-20. Karena proses ini membutuhkan energi yang sangat besar, ilmuwan menfokuskan usahanya untuk mengurangi jumlah energi tersebut.
Ilmuwan kimia Jerman Fritz Haber menyumbang beberapa karya penting dalam pengembangan industri amoniak modern. Ia, bekerja dengan seorang mahasiswa di Universitas Karlsruhe, mensintesa amoniak dari N2 dan H2. Sementara itu, Walther Nernst, seorang profesor Kimia Fisika di Universitas Berlin, mengembangkan proses untuk membuat amoniak dengan melewatkan campuran N2 dan H2 melalui katalis besi pada 1000oC dan tekanan 75 barg. Ia mampu menghasilkan amoniak dalam jumlah besar pada tekanan ini daripada percobaan yang dilakukan oleh Haber dan lainnya pada tekanan atmosferik. Akan tetapi, Nernst menyimpulkan bahwa proses tersebut tidak layak karena prosesnya sulit atau hampir tidak mungkin (pada saat itu) untuk membuat peralatan besar yang mampu beroperasi pada tekanan itu.
Namun demikian, Haber dan Nernst mengejar rute tekanan tinggi untuk memproduksi amoniak pada katalis. Haber akhirnya mengembangkan proses untuk memproduksi amoniak skala komersial, dan pada tahun 1906 ia mampu mencapai konsentrasi amoniak 6% dalam sebuah reaktor yang diisi dengan katalis osmium. Ini umumnya dikenal sebagai titik balik dalam pengembangan proses praktis untuk produksi amoniak skala komersial.
Haber menyadari bahwa amoniak yang dibentuk dalam satu laluan melalui sebuah reaktor terlalu rendah untuk proses komersial. Untuk menghasilkan lebih banyak amoniak dalam gas tambahan, ia mengusulkan sistem daur ulang (recycle), dan menerima paten untuk konsep ini. Gagasan daur ulang Haber mengubah persepsi rekayasa proses sebagai sesuatu yang statis menjadi pendekatan yang lebih dinamis. Selain untuk kesetimbangan reaksi kimia, Haber menyadari bahwa kecepatan reaksi adalah faktor yang menentukan. Alih-alih hasil sederhana dalam proses satu laluan, ia berkonsentrasi pada hasil ruang-waktu dalam sebuah sistem dengan daur ulang.
BASF membeli paten Haber dan mulai mengembangkan proses komersial. Setelah menguji lebih daripada 2.500 katalis berbeda, Carl Bosch, Alvin Mittasch dan ilmuwan kimia BASF lainnya mengembangkan katalis besi yang dipromosikan untuk produksi amoniak pada tahun 1910. Mengembangkan peralatan yang mampu menahan suhu dan tekanan tinggi bahkan merupakan tugas yang lebih sulit. Reaktor baja sedang (mild steel) awal hanya mampu bertahan 80 jam sebelum rusak karena dekarbonisasi. Reaktor baja sedang yang dilapisi dengan besi lunak (yang tidak mudah diserang dekarbonisasi) dan menambahkan parit di antara dua pelapis untuk melepaskan hidrogen yang telah berdifusi melalui pelapis besi lunak menyelesaikan persoalan ini. Tantangan utama lainnya meliputi perancangan alat penukar panas (heat exchanger) untuk membawa gas masuk ke suhu reaksi dan mendinginkan gas keluar, dan menemukan cara untuk membawa katalis ke suhu reaksi.
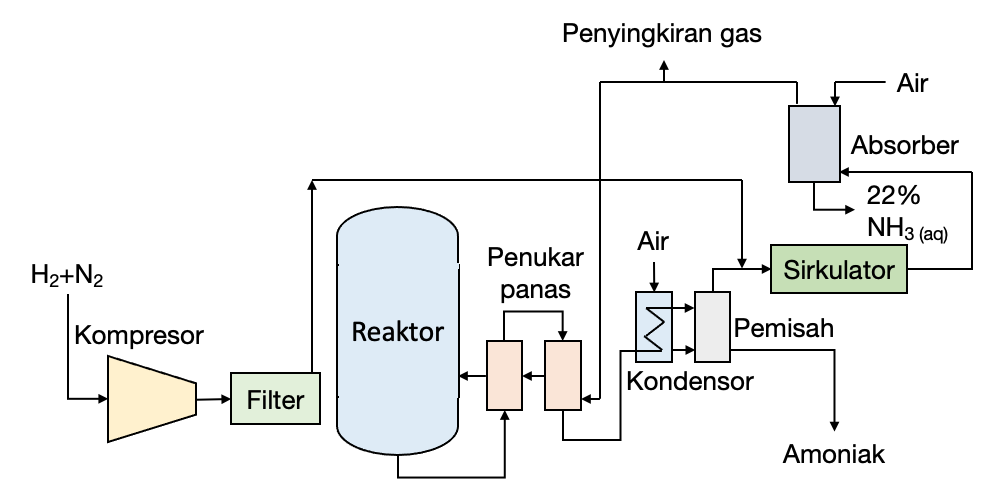
Pabrik amoniak komersial pertama yang berdasarkan pada proses Bosch dibangun oleh BASF di Oppau, Jerman. Pabrik beroperasi pada 9 September 1913, dengan kapasitas produksi 30 m.t./hari. Gambar 1 adalah flowsheet dari pabrik amoniak komersial pertama. Reaktor mengandung alat penukar panas internal yang tidak ditunjukkan pada skema.
Proses produksi modern
Peningkatan permintaan amoniak dunia yang sangat besar dalam rentang tahun 1950 sampai 1980 membutuhkan pabrik yang lebih besar dan lebih efisien. Dekade tersebut juga menyaksikan perubahan dalam filosofi perancangan. Sampai saat itu, pabrik amoniak dipandang sebagai sebuah rangkaian unit yang tidak berkaitan, mis.: penyiapan gas, pemurnian gas, kompresi gas, dan sintesis amoniak. Inovasi baru dan perancangan terpadu mengikat satuan proses bersama-sama dalam cara yang lebih efektif dan efisien.
Pada pertengahan tahun 1960an, American Oil Co. membangun pabrik amoniak satu konverter yang direkayasa oleh M. W. Kellog (MWK) di Texas City, TX, dengan kapasitas 544 m.t./hari. Konsep perancangan satu kereta (train) yang ditunjukkan pada Gambar 2 begitu revolusionernya sehingga konsep ini menerima Penghargaan Capaian Teknik Kimia Kirkpatrick pada tahun 1967.

Pabrik menggunakan kompresor sentrifugal empat-tingkat untuk menekan synthesis gas (syngas) ke tekanan 152 bar, dan kompresi akhir ke tekanan operasi 324 bar dilakukan dalam kompresor bolak-balik. Kompresor sentrifugal untuk kalang sintesis dan layanan refrigerasi juga diimplementasikan, yang memberikan penghematan biaya yang signifikan.
Perbedaan kunci antara proses MWK dengan proses yang digunakan dalam pabrik amoniak sebelumnya meliputi:
- memakai kompresor sentrifugal sebagai bagian dari kompresi syngas
- memaksimalkan pengambilan kembali buangan panas dari proses
- membangkitkan kukus (steam) dari buangan panas untuk pemakaian dalam penggerak turbin kukus
- menggunakan kompresor refrigerasi untuk sintesis dan refrigerasi atmosferik
Sebagian besar pabrik yang dibangun antara 1963 dan 1993 mempunyai desain satu kereta dengan produksi syngas pada 25-35 bar dan sintesis amoniak pada 150-200 bar. Variasi lain oleh Braun (sekarang KBR) menawarkan sedikit modifikasi terhadap desain dasar. Pabrik proses Pemurnian Braun menggunakan reformer primer atau tubular dengan suhu keluaran rendah dan kebocoran metana tinggi untuk mengurangi ukuran dan harga reformer. Udara berlebih ditambahkan ke reformer sekunder untuk mengurangi kadar metana dari aliran keluar reformer primer 1-2%. Nitrogen berlebih dan pengotor lain dihilangkan setelah metanator. Karena syngas dapat dikatakan bebas pengotor, dua konverter amoniak aliran aksial digunakan untuk mencapai konversi amoniak tinggi.
Beberapa pabrik yang baru saja dibangun mempunyai sistem produksi syngas dengan hanya satu reformer (tanpa reformer sekunder), sistem adsorpsi tekanan berayun (pressure-swing adsorption; PSA) untuk rekoveri H2, dan pabrik pemisahan udara sebagai sumber N2. Perbaikan dalam perancangan reaktor, seperti unggun katalis radial dan horisontal, alat penukar panas internal, dan pengolahan syngas, membantu meningkatkan konsentrasi amoniak yang keluar reaktor dari 12% menjadi 19-21%. Konsentrasi yang lebih tinggi per laluan, bersama dengan turbin dan kompresor yang lebih efisien, mengurangi labih banyak lagi konsumsi energi. Larutan pengambil CO2 yang lebih efisien, potasium karbonat dan metildietanolamina (MDEA), telah menyumbangkan efisiensi energi yang lebih baik. Sebagian besar pabrik modern dapat memproduksi amoniak dengan konsumsi energi 28 GJ/m.t.
Selain perbaikan dalam perancangan, mekanik dan metalurgi yang dibuat selama waktu ini, tekanan operasi kalang sintesis telah banyak sekali diturunkan. Ketika pabrik satu kereta pertama dibangun pada tahun 1960an, pabrik mengandung kalang sintesis tekanan tinggi. Pada tahun 1962, MWK menerima permintaan dari Imperial Chemical Industries (ICI) usulan untuk membangun pabrik 544 m.t./hari di lokasi Severnside. MWK menawarkan kalang sintesis 152 bar, bukan kalang 324 bar.
Karena pengembangan data kinetika untuk reaksi amoniak pada 152 bar akan membutuhkan waktu yang lebih lama daripada waktu yang dibutuhkan untuk merespon permintaan ICI, mereka meminta bantuan Haldor Topsoe. Topsoe memiliki data yang mencakup seluruh rentang tekanan yang menarik perhatian MWK. Selain itu, mereka mempunyai program komputer untuk menghitung jumlah katalis yang diperlukan pada tekanan operasi lebih rendah. Meskipun ICI memilih Bechtel untuk merancang pabrik, MWK mampu mengembangkan flowsheet untuk desain 544 m.t./hari dengan kompresor sentrifugal dan kalang sintesis tekanan rendah, yang dipandang sebagai peristiwa terpenting dalam pengembangan pabrik amoniak satu kereta.
Jumlah katalis yang dibutuhkan pada 152 bar kira-kira dua kalinya pada 324 bar, sebuah tambahan yang tampak masih layak. Meskipun volume reaktor akan naik dua kali, tekanan operasi yang lebih rendah akan mengurangi tebal dinding bejana. Sebagai akibatnya, berat logam yang dibutuhkan untuk reaktor plus katalis kira-kira tetap sama. Kalang sintesis tekanan rendah juga mengizinkan pemakaian kompresor sentrifugal, tidak perlu lagi kompresor bolak-balik (reciprocating). Perbaikan lain adalah mengambil kembali panas untuk menghasilkan kukus tekanan tinggi untuk penggerak turbin kukus.
Perancangan pabrik pada abad ke-21
Selama beberapa tahun pertama abad ke-21, banyak perbaikan dilakukan dalam teknologi pabrik amoniak yang mengizinkan pabrik yang sudah ada meningkatkan kapasitas produksi dan pabrik baru dibangun dengan kapasitas yang semakin besar dan semakin besar. Persaingan antara penyedia teknologi sangat keras. Tiga lisensor teknologi, KBR (Kellog Brown and Root), Hador Topsoe dan Thysses Krupp Industrial Solutions (TKIP), saat ini mendominasi pasar. Ammonia Casale, yang menawarkan unggun katalis aksial-radial, adalah pemimpin pasar dalam mengubah pabrik yang sudah berdiri.
Sebagian besar pabrik amoniak terkini yang dirancang oleh KBR menggunakan proses Purifier (Gambar 3), yang menggabungkan reformasi kondisi sedang dalam reformer primer, pemurni pencuci N2 cair setelah metanator untuk menghilangkan pengotor dan mengatur rasio H2:N2, desain boiler buangan panas (waste-heat boiler) yang sesuai, pendingin yang disatukan, dan reaktor sintesis amoniak horisontal.

Tergantung pada konfigurasi pabrik, konsumsi energi dapat serendah 28 GJ/m.t. Karena reformer sekunder memakai udara berlebih, reformer primer dapat lebih kecil daripada desain konvensional. Pemurni kriogenik (ditunjukkan pada Gambar 3 dalam hijau muda dengan latar belakang oranye), yang terdiri dari ekspander, kondensor, penukar umpan/keluaran dan kolom penyearah, menghilangkan pengotor seperti CO, CH4 dan argon dari syngas sambil mengatur rasio H2:N2 dari gas tambahan dalam kalang amoniak sampai tingkat optimal. Konsentrasi amoniak yang keluar dari reaktor horisontal dengan penurunan tekanan rendah adalah 20-21%, yang mengurangi kebutuhan energi untuk kompresor daur ulang. KBR juga menawarkan kalang amoniak tekanan rendah yang menggunakan kombinasi katalis magnetite dan katalis ruthenium yang dipatenkan.
Bagian produksi syngas (atau ujung depan) dari pabrik rancangan Haldor Topsoe (Gambar 4) cukup tradisional dengan kekecualian reformer pembakaran samping yang dipatenkan, yang memakai pembakar radian untuk memasok panas untuk reaksi reformasi. Haldor Topsoe juga menawarkan katalis sintesis berbasis besi yang dipatenkan, reaktor aliran radial yang terdiri dari satu, dua, atau tiga unggun, dan boiler buangan panas bayonet-pipa yang dipatenkan. Pengembangan yang lebih baru meliputi reaktor dengan konfigurasi aliran radial tiga unggun dengan penukar panas internal, atau konfigurasi ini digabung dengan desain satu unggun dengan pengambilan kembali buangan panas antar reaktor untuk memaksimalkan konversi amoniak.

Thyssen Krupp menawarkan pabrik konvensional (Gambar 5) dengan rancangan reformer sekunder unik, kalang boiler buangan panas yang dipatenkan, reaktor aliran radial, dan sintesis amoniak tekanan ganda. Sekarang, kapasitas produksi 3.300 m.t./hari dapat dicapai menggunakan proses tekanan ganda TKIS.

Linde Ammonia Concept (LAC) adalah skema proses teknologi mapan dengan 25 tahun pengalaman operasi dalam pabrik dengan kapasitas 200 m.t./hari sampai diatas 1.750 m.t./hari. Skema proses LAC (Gambar 6) menggantikan ujung depan yang mahal dan kompleks pabrik amoniak konvensional dengan dua unit proses yang telah terbukti dan handal:
- produksi hidrogen kemurnian ultra tinggi (ultra high purity) dari reformer kukus-metana dengan pemurnian PSA.
- produksi nitrogen kemurnian ultra tinggi dengan unit penghasil nitrogen kriogenik, yang juga dikenal sebagai unit pemisah udara (air unit separation, ASU).

Rancangan pabrik Casale amoniak mempunyai kapasitas produksi 2.000 m.t./hari. Salah satu ciri kunci rancangan ini adalah teknologi aksial-radial dalam unggun katalis (Gambar 7). Dalam unggun katalis aksial-radial, sebagian besar syngas melewati unggun katalis dalam arah radial, menciptakan penurunan tekanan yang sangat rendah. Sisa gas turun melewati lapisan atas katalis dalam arah aksial, yang menghilangkan kebutuhan tutup atas pada unggun katalis. Teknologi unggun katalis aksial-radial Casale dipakai dalam reaktor penggeser (shift reactor) suhu tinggi dan suhu rendah, maupun dalam reaktor sintesis.

Teknologi Lain
Beberapa penyedia teknologi telah menawarkan reformer pemanas gas (gas-heated reformer; GHR) untuk produksi amoniak dalam pabrik kapasitas kecil untuk peningkatan kapasitas. Tidak seperti pabrik yang dirancang secara konvensional yang memakai reformer primer dan reformer sekunder yang beroperasi seri, pabrik dengan GHR memakai gas proses panas dari reformer sekunder untuk memasok panas ke reformer primer. Ini mengurangi ukuran reformer primer dan menghilangkan emisi CO2 dari cerobong reformer primer, yang membuat proses ini lebih ramah lingkungan.
Meskipun beberapa produsen amoniak menyarankan untuk produksi terdistribusi amoniak dalam pabrik amoniak kecil, sebagian besar perusahaan lebih menyukai untuk membangun fasilitas besar di dekat sumber bahan baku murah dan mengangkut produk dengan kapal, kereta api, atau perpipaan ke konsumen.
Amoniak dari Batubara
Cina memproduksi lebih banyak amoniak dibandingkan negara lain, dan memproduksi sebagian besar amoniaknya dari batubara (Gambar 8).
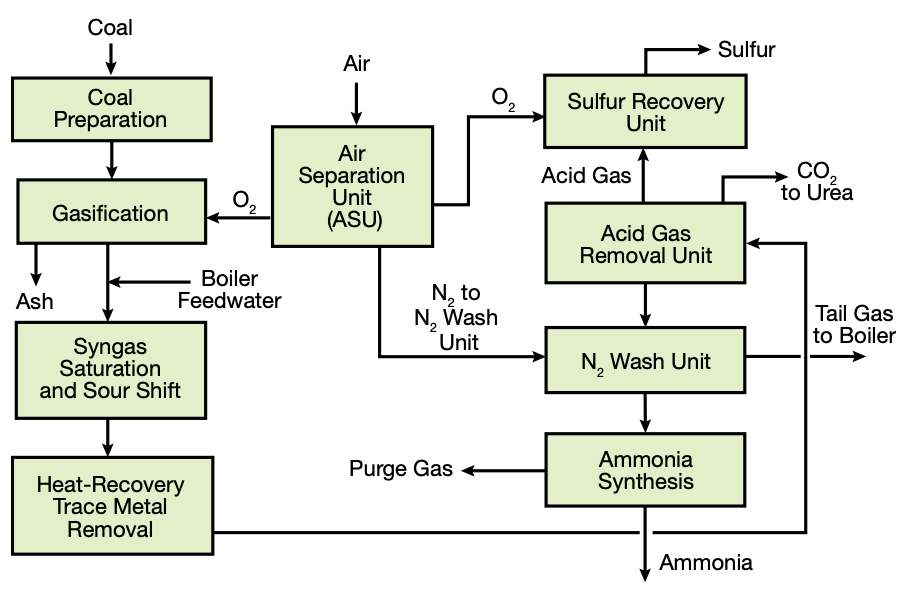
Unit proses dasar dalam pabrik amoniak berbasis batubara adalah ASU untuk pemisahan O2 dan N2 dari udara, gasifier, unit penggeser gas asam (sour gas shift; SGS), dan unit sintesis amoniak. Oksigen dari ASU diumpankan ke gasifier untuk mengubah batubara menjadi syngas (H2, CO, CO2) dan CH4. Ada banyak rancangan gasifier, tetapi sebagian besar gasifier modern didasarkan pada unggun terfluidisasi yang beroperasi diatas tekanan atmosfer dan mempunyai kemampuan memakai umpan berbagai jenis batubara. Tergantung pada rancangannya, tingkat CO2 30-60% volume bisa dihasilkan.
Setelah gasifikasi, partikel padat dalam syngas dihilangkan dan kukus ditambahkan ke unit SGS. Proses SGS umumnya menggunakan katalis kobalt dan molibdenum (CoMo) yang khusus dirancang untuk operasi dalam lingkungan sulfur.
Setelah mengurangi konsentrasi CO dalam syngas sampai lebih kecil daripada 1 vol%, syngas diumpankan ke AGRU, dimana larutan penyerap metanol dingin (mis.: Rectisol) mengambil CO2 dan sulfur dari syngas. CO2 pada produk atas bisa dikeluarkan atau diumpankan ke pabrik urea. Aliran keluaran sulfur diumpankan ke unit pengambil sulfur (sulfur recover unit; SRU).
Syngas yang mengalir melalui AGRU umumnya dimurnikan dengan salah satu dari dua metoda:
- unit pencuci nitrogen untuk membuang CO dan CH4 sisa dari syngas sebelum diumpankan ke kalang sintesis
- sistem PSA untuk penghilang CO dan CH4.
Penutup
Selama 60 tahun terakhir, teknologi proses amoniak telah banyak sekali berkembang semakin baik dalam beberapa segi, yang dirangkum di bawah ini.
Teknologi proses:
- Tata letak pabrik berkembang dari rancangan banyak kereta menjadi satu kereta.
- Penyiapan gas di ujung depan pabrik tekanannya bertambah dari atmosfer ke 30-50 barg.
- Kapasitas bertambah dari 100 m.t./hari sampai sebesar 3.300 m.t./hari dalam satu kereta.
Efisiensi energi:
- dari konsumsi lebih besar daripada 60 GJ/m.t. amoniak dalam pabrik berbasis kokas menjadi 40-50 GJ/m.t. dalam pabrik berbasis gas alam pertama sampai 30-40 GJ/m.t. dalam pabrik satu kereta pertama.
- Pabrik modern telah menambahkan pengambilan panas dari produksi kukus pada tekanan setinggi 125 barg dalam bagian penyiapan gas dan kalang sintesis.
Peralatan proses:
- berpindah dari kompresor bolak balik ke kompresor sentrifugal.
- alat penukar panas internal diimplementasikan dalam reaktor sintesis untuk meningkatkan konversi H2 dan N2 menjadi NH3.
- pemakaian unit pengambilan hidrogen dari gas sisih untuk meningkatkan produksi atau mengurangi konsumsi energi pabrik.
- perbaikan dalam katalis yang digunakan dalam reformasi, konversi geser, metanasi dan sintesis amoniak.
Pengendalian proses dan keamanan:
- pemakaian distributed control system (DCS) dan safety-instrumented systems (SIS) menjadi standar dalam pabrik amoniak.
- studi hazard and operability (HAZOP) dan lapisan analisis perlindungan (protection analysis; LOPA) dilakukan sebelum pabrik beroperasi.
- Kemajuan dalam simulator pelatihan dan praktik pendidikan menjamin bahwa operator dan insinyur dapat mengerjakan tugasnya dengan aman dan efektif.
Pustaka
Slack, A. V. & James, G. R., “Ammonia”, Parts I, II, and III, Marcel dekker, New York (1974).
Pattabathula, V. & Richardson, J., Introduction to Ammonia Production, CEP, AIChE, September 2016, hal. 69-75.

Leave a comment