
Oleh: Heru Setyawan
Mungkin banyak yang heran dengan judul di atas. Benarkah mengerjakan neraca massa dan panas, yang merupakan pelajaran dasar teknik kimia, bisa dipakai untuk mendiagnosa terjadinya malfungsi dalam suatu proses pabrik kimia. Kedengarannya seperti mengada-ada saja. Seperi dokter saja, melakukan diagnosa. Neraca massa dan panas, kalau dalam kurikulum teknik kimia biasanya diajarkan dalam mata kuliah yang disebut Azas Teknik Kimia (ATK) dan biasanya dibagi menjadi 2 mata kuliah: ATK 1 dan ATK 2. Dan di semester awal. Persamaan dasarnya sangat sederhana, dapat ditulis secara singkat sebagai
In – out + generasi = akumulasi
Versi panjangnya, untuk massa, laju massa masuk ke dalam sistem dikurangi laju massa keluar dari sistem ditambah massa yang dihasilkan (+) atau dikonsumsi (-) dalam sistem sama dengan laju akumulasi massa di dalam sistem. Untuk panas juga sama, hanya massa diganti panas. Persamaan ini juga berlaku untuk properti lain seperti jumlah penduduk, siklus air, dan sebagainya dan hukum yang mendasari biasanya disebut sebagai hukum kekekalan (konservasi). Terus apa hubungannya dengan judul di atas? Di sini akan diberikan salah satu contoh bagaimana persamaan neraca massa dan panas dipakai untuk mendiagnosa malfungsi dalam suatu pabrik kimia.
Contoh yang diberikan di sini terjadi di PT. Petrokimia Gresik. Suatu saat, suhu flue gas yang keluar dari cerobong asap naik menjadi 195oC, dari suhu operasi normalnya yang hanya 145oC. Flue gas berasal dari hasil pembakaran gas alam di area radiant furnace primary reformer untuk memenuhi kebutuhan panas reaksi methane-steam reforming yang sangat endothermis yang terjadi pada suhu 760oC atau lebih tinggi. Gas panas ini, sebelum dibuang ke udara melalui cerobong, dimanfaatkan sebagai pemanas di area konveksi pada beberapa unit koil heat exchanger (HE) dan preheater. Area konveksi ini juga dilengkapi dengan sebuah pembakar lewat panas yang berfungsi memenuhi kebutuhan panas apabila jumlah panas dari area radiant furnace primary reformer tidak mencukupi. Kenaikan suhu flue gas yang keluar dari cerobong asap mengindikasikan ada penyimpangan kondisi operasi dan jelas ada alat yang beroperasi dengan tidak semestinya. Oleh sebab itu, perlu dilakukan studi untuk mengevaluasi operasi koil HE dan preheater pada area konveksi untuk mencari letak terjadinya penyimpangan.
Perhitungan berdasarkan data desain
Diagram alir proses di convection section primary reformer beserta nomor alirannya ditunjukkan pada Gambar 1. Aliran yang disimbolkan dengan persegi menunjukkan bahwa rate massa pada aliran tersebut diperoleh dari pengukuran sedangkan yang disimbolkan dengan lingkaran merupakan hasil perhitungan. Temperatur yang ada nomornya yang diawali dengan huruf TI- atau TC- diperoleh dari pengukuran sedangkan aliran tanpa nomor temperaturnya dihitung berdasarkan neraca energi.
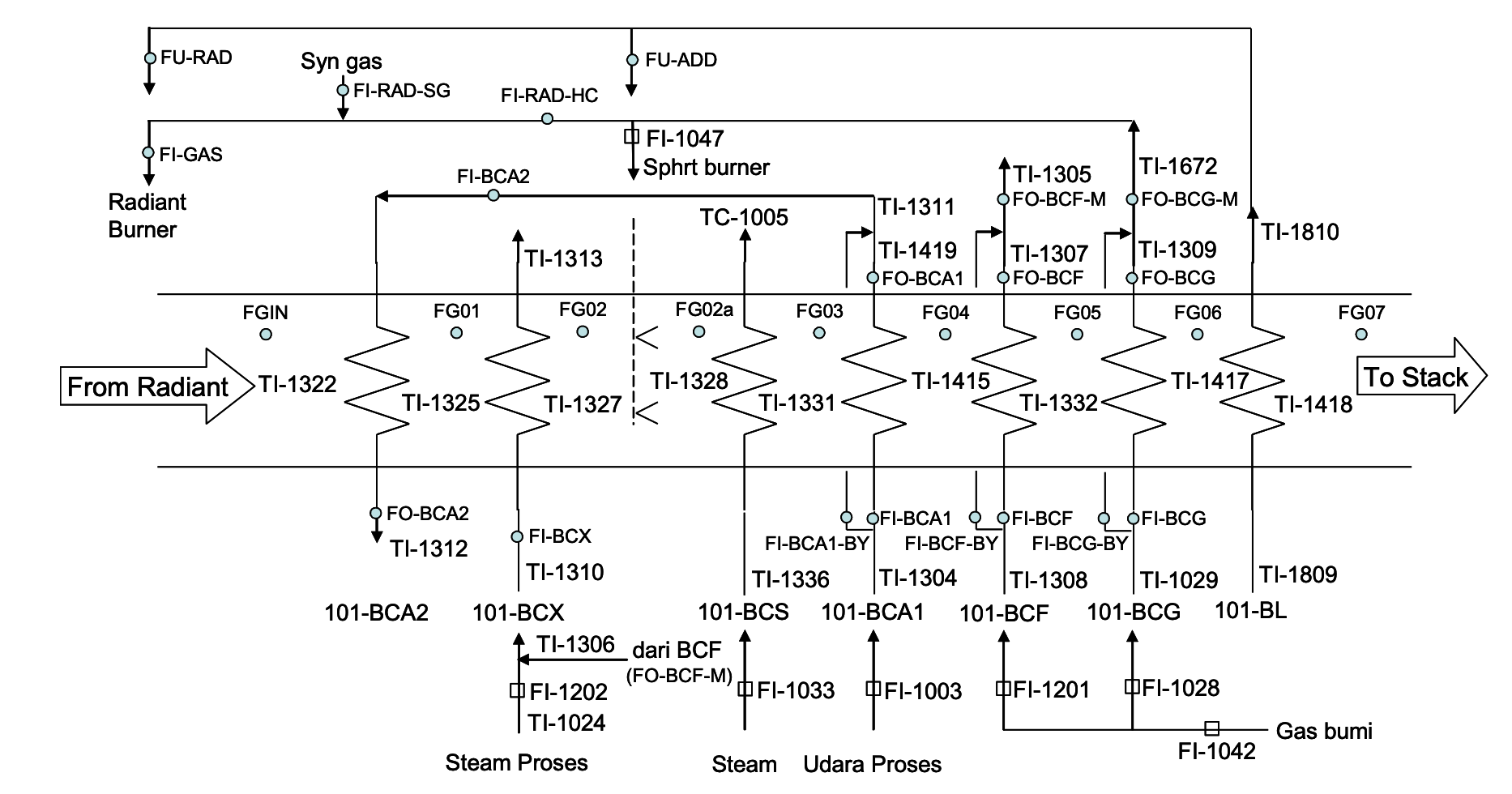
Evaluasi neraca massa dan energi pada sistem Gambar 1 dilakukan untuk kondisi desain dan kondisi operasi ketika suhu flue gas keluar cerobong 195oC. Tabel 1 menunjukkan data kondisi operasi yang meliputi rate masa, suhu dan tekanan masuk dan keluar masing-masing koil HE. Data suhu dan rate masa yang ditunjukkan pada tabel tersebut adalah data rata-rata dari rekaman selama kurang lebih 3 hari operasi. Kandungan dan komposisi gas alam aktual ditunjukkan pada Tabel 2.
| Coil HE | BCA2 | BCX | BCS | BCA1 | BCF | BCG | BL |
| Material | Ud+Stm | HC+Stm | Steam | Ud+Stm | HC | HC | Udara |
| Mass flow (kg/h) | 58.670 | 105.270 | 195.900 | 58.670 | 25.120 | 7.980 | NA |
| T in (°C) | 348 | 335,6 | 443,8 | 189,0 | 94,42 | 16 | 39 |
| T out (°C) | 605 | 585,9 | 510 | 417 | 412 | 266,83 | 306 |
| P in (kg/cm2_g) | 36,9 | 41,6 | 124,1 | 34,45 | 40,36 | 19,61 | NA |
| P out (kg/cm2_g) | 35,9 | 40 | 123 | 33 | 40,36 | 19,61 | NA |
| No. | Komponen gas | % mol |
| 1. | CH4 | 87.71 |
| 2. | C2H6 | 3,6 |
| 3. | C3H8 | 2,092 |
| 4. | iC4H10 | 0,447 |
| 5. | nC4H10 | 0,566 |
| 6. | iC5H12 | 0,216 |
| 7. | nC5H12 | 0,153 |
| 8. | C6 | 0,093 |
| 9. | C7 | 0,00 |
| 10. | CO2 | 2,989 |
| 11. | N2 | 2,129 |
| Total | 100,00 |
Menurut catatan hasil pengukuran, suhu flue gas masuk convection section adalah berkisar pada 954-996°C dan keluar convection section pada 191,4°C. Rate masa syngas yang masuk ke radiant furnace adalah 3820 kg/jam dengan komposisi 20,91% CH4, 39,76% N2, 5,5% Ar dan 33,83% H2. Rate masa gas alam yang masuk ke superheat burner (add burner) adalah 525 kg/h. Hasil analisa flue gas yang keluar stack ditunjukkan pada Tabel 3.
| No. | Parameter | Konsentrasi (%vol) |
| 1 | O2 | 3,875 |
| 2 | CO2 | 9,200 |
| 3 | N2 | Balance |
| 4 | Ar | 4,455 |
| 5 | CH4 | ND |
| 6 | CO | ND |
Persamaan keadaan yang dipilih dalam penentuan properti campuran fluida adalah persamaan keadaan Peng-Robinson. Pemilihan didasarkan pada komponen yang ditangani yaitu berupa campuran hidrokarbon dan hasil pembakarannya dengan beberapa aliran merupakan campuran antara hidrokarbon dengan air, dan kondisi tekanan operasi masing-masing peralatan. Beberapa data yang tidak tersedia diperoleh dari perhitungan dengan mengambil suatu asumsi pendekatan. Untuk mengetahui validitas model, perhitungan dilakukan menggunakan data desain yang dketahui dan hasilnya dibandingkan. Tabel 4 menunjukkan perbandingan penyerapan panas hasil perhitungan dengan penyerapan panas desain.
| Koil HE | Q Desain (106 kkal/j) | Q Perhitungan (106 kkal/j) | Selisih (%) |
| 101-BCA2 | 4,78 | 4,74 | 0,84 |
| 101-BCX | 20,40 | 19,90 | 2,26 |
| 101-BCS | 7,52 | 7,13 | 5,19 |
| 101-BCA1 | 3,05 | 3,07 | 0,56 |
| 101-BCF | 5,70 | 5,67 | 0,54 |
| 101-BCG | 0,79 | 0,81 | 2,53 |
Dari tabel 4 terlihat bahwa selisih antara penyerapan panas desain dan hasil perhitungan berkisar antara 0,54% untuk 101-BCF dan 5,19% untuk 101-BCS. Karena perbedaan antara penyerapan panas desain dan hasil perhitungan cukup kecil, dapat disimpulkan bahwa model thermodinamika Peng-Robinson dapat memprediksi dengan baik sifat-sifat thermodinamika campuran gas dalam sistem yang sedang dipelajari. Dengan demikian, model ini dapat digunakan untuk menghitung neraca massa dan energi yang untuk selanjutnya dipakai sebagai dasar untuk mengevaluasi performance coil-coil HE di convection section primary reformer pabrik amoniak I.
Jika dihitung berdasarkan desain burner (panas yang dilepaskan dan LHV gas), diperoleh rate masa syngas yang dibakar di radiant furnace sebesar 5054 kg/jam dan rate masa gas alam masuk ke add burner sebesar 834,5 kg/jam. Jika digunakan rate masa syngas ini, suhu masuk convection section adalah pada 1013°C dimana hasil ini tidak menunjukkan perbedaan yang signifikan dengan suhu desain (1011°C). Sedangkan jika rate masa gas alam ke add burner adalah sebesar 834,5 kg/jam, suhu flue gas keluar meninggalkan convection section adalah sebesar 168,4°C, berbeda cukup signifikan dengan suhu desain yang 145°C. Menurut catatan sejak pabrik ini beroperasi suhu flue gas keluar cerobong adalah sekitar 169oC. Pengaruh rate masa gas alam masuk ke add burner terhadap suhu stack ditunjukkan pada Gambar 2.

Perhitungan berdasarkan data operasi
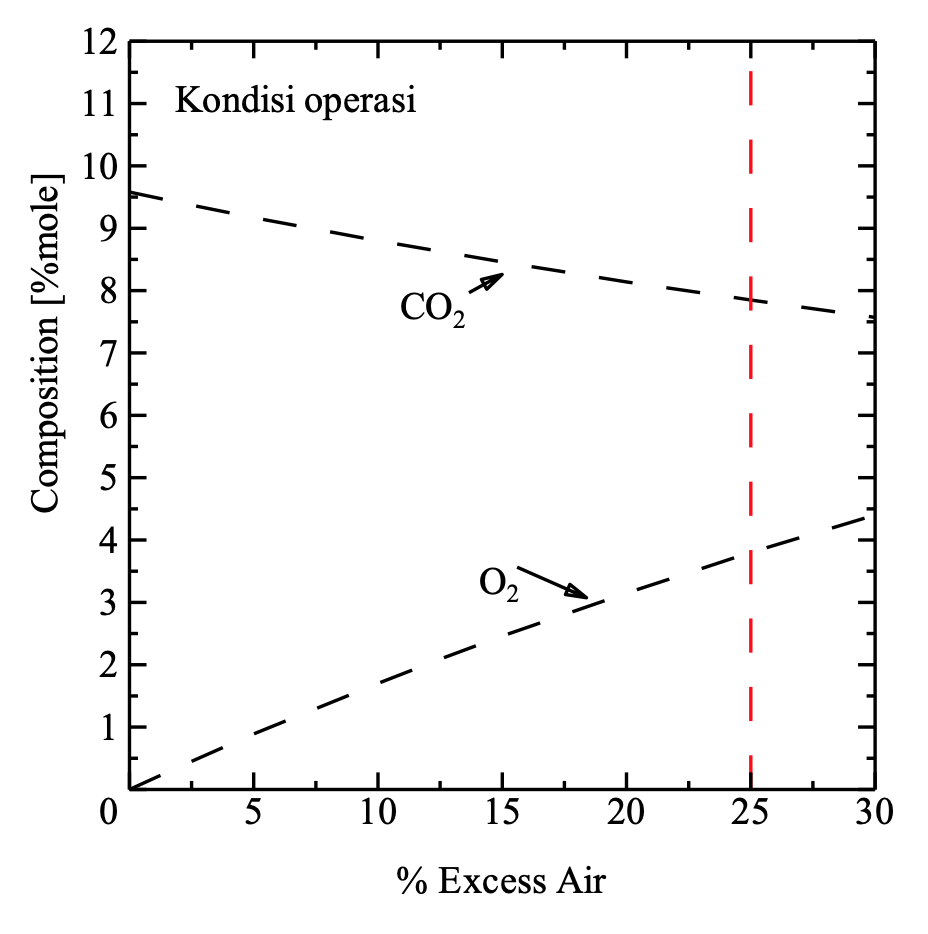
Neraca masa dan energi pada kondisi operasi dihitung berdasarkan data kondisi operasi yang telah diuraikan di atas. Hasil perhitungan ini diperlukan untuk melakukan evaluasi apakah desain koil-koil HE dan air preheater yang ada memadai untuk operasi sekarang. Data yang tidak tersedia seperti udara excess yang digunakan pada pembakaran pada radiant furnace ditentukan berdasarkan hasil analisa flue gas yang melewati convection section (Tabel 3). Hasil simulasi pengaruh udara excess terhadap komposisi CO2 dan O2 pada flue gas ditunjukkan pada Gambar 3. Dari gambar tersebut terlihat bahwa excess udara 25% merupakan harga yang paling sesuai dengan kondisi operasi karena memberikan komposisi O2 dan CO2 masing-masing 3,8 dan 7,7%, mendekati hasil analisa seperti ditunjukkan pada Tabel 3. Pada reaksi tersebut, pembakaran dianggap sempurna karena hasil analisa tidak menunjukkan adanya gas CO dan HC tersisa pada flue gas.
Umpan yang masuk ke 101-BCX merupakan campuran antara gas alam (HC) dengan steam (STM) dimana berdasar data desain perbandingan rate masa STM/HC sama dengan 3,12. Data operasi dari STM/HC tersebut tidak tersedia sehingga pada studi ini, perbandingan STM/HC dihitung berdasarkan suhu stack sesuai dengan kondisi operasi 191°C. Dari hasil perhitungan tersebut diperoleh STM/HC sama dengan 2,85. Jika digunakan nilai STM/HC = 3,12 (nilai desain) diperoleh suhu stack 169,7°C. Pengaruh rasio STM/HC terhadap suhu stack ditunjukkan pada Gambar 4. Dengan menggunakan kelebihan udara pembakaran 25% dan perbandingan STM/HC yang diumpankan ke BCX sama dengan 2,85 diperoleh temperatur flue gas pada stack adalah 191,4°C. Hasil rata-rata dari data log selama 1 hari menunjukkan bahwa temperatur pada stack adalah 191°C. Perbandingan temperatur flue gas pada titik-titik yang dimonitor dan hasil perhitungan ditunjukkan pada Tabel 5. Terlihat bahwa terjadi sedikit perbedaan antara hasil perhitungan dengan temperatur yang terukur, tetapi penyimpangan tersebut masih dapat ditolerir untuk keperluan analisa proses.

| T indikator | T perhitungan (oC) | T Pengukuran (oC) |
| TI-1321 | 981,1 | 954-996 |
| TI-1325 | 905,6 | 870 |
| TI-1327 | 630,9 | 568 |
| TI-1328 | 711,1 | 755 |
| TI-1331 | 561,9 | 562 |
| TI-1415 | 516,1 | 519 |
| TI-1332 | 421,2 | 464 |
| TI-1417 | 413,9 | 418 |
| TI-1418 | 191,4 | 191 |
Evaluasi Kinerja Koil HE
Untuk melihat kinerja koil HE, koefisien perpindahan panas overall desain dan operasi sekarang dibandingkan. Karena harga Uc (koefisien perpindahan panas overall bersih) tidak sama untuk desain dan operasi sekarang, sangat sulit untuk mengambil kesimpulan mengenai apakah koil HE pada kondisi operasi saat ini sudah kotor atau masih dalam kondisi normal dari rasio tersebut. dengan rasio operasi terhadap desain kita dapat melihat apakah koil HE beroperasi pada kapasitas panas desain atau sudah melewati. Untuk melihat apakah koil HE masih dalam kondisi normal atau tidak, akan digunakan metode NTU (Number of Transfer Unit).
Tabel 6 menunjukkan hasil perhitungan rasio koefisien perpindahan panas operasi terhadap desain. Terlihat bahwa rasio koefisien perpindahan panas operasi terhadap desain semuanya masih lebih kecil daripada 1. Hal ini menunjukkan bahwa semua koil HE masih beroperasi dibawah kapasitas desain sehingga dipandang masih mampu untuk menstransfer panas sesuai dengan kebutuhan operasi.
| Koil HE | Qop (106 kkal/j) | Qdes (106 kkal/j) | UAop (103 kkal/j-oC) | UAdes (103 kkal/j-oC) | UAop/UAdes |
| 101-BCA2 | 4,17 | 4,78 | 9,04 | 10,14 | 0,892 |
| 101-BCX | 14,76 | 20,40 | 49,51 | 81,46 | 0,608 |
| 101-BCS | 8,31 | 7,52 | 54,35 | 60,93 | 0,892 |
| 101-BCA1 | 2,50 | 3,05 | 11,29 | 16,17 | 0,698 |
| 101-BCF | 5,11 | 5,70 | 27,09 | 43,89 | 0,617 |
| 101-BCG | 0,38 | 0,79 | 1,49 | 3,03 | 0,493 |
| 101-BL | 11,54 | 11,50 | 99,49 | 158,64 | 0,627 |
Jika dilihat dari jumlah panas yang ditansfer, hanya 101-BCS saja yang penyerapan panas operasi melebihi penyerapan panas desain. Penyerapan panas coil HE lainnya masih lebih kecil daripada penyerapan panas desain. Kenaikan penyerapan panas pada 101-BCS ini kira-kira sebesar 10,5% dari penyerapan panas desain. Jika diinginkan kembali ke kapasitas panas desain, dengan suhu masuk 443°C, maka rate steam masuk 101-BCS adalah sebesar 178 ton/jam. Hal ini menunjukkan bahwa meskipun 101-BCS beroperasi diatas desain, coil tersebut masih memadai.
Untuk mengevaluasi kinerja koil HE digunakan metoda NTU dimana analisanya didasarkan pada efektivitas HE e. Efektivitas HE didefinisikan sebagai rasio perpindahan panas sesungguhnya dalam suatu HE terhadap perpindahan panas maksimum yang mungkin yang akan terjadi jika tersedia luas permukaan tak berhingga. Dalam operasi HE pada umumnya, salah satu fluida mengalami perubahan temperatur total yang lebih besar. Fluida yang mengalami perubahan temperatur yang lebih besar ini adalah fluida yang memiliki koefisien kapasitas C (= mcp) yang lebih kecil Cmin (m = mass flow rate, cp = heat capacity).
Efektivitas HE dapat dihitung setelah NTU (= UA/Cmin) diketahui. Rasio efektivitas HE antara operasi dan desain eop/edes untuk masing-masing koil HE ditunjukkan pada Tabel 7. Terlihat bahwa rasio efektivitas HE antara operasi dan desain untuk semua koil HE nilainya mendekati 1. Hal ini menunjukkan bahwa koil HE saat ini masih cukup efektif untuk mentransfer panas sebagaimana kondisi desain. Hal ini juga menunjukkan bahwa kondisi koil HE masih bagus dan bisa beroperasi secara normal.
| Coil HE | eop/edes |
| 101-BCA2 | 1.28 |
| 101-BCX | 0.79 |
| 101-BCS | 0.98 |
| 101-BCA1 | 0.98 |
| 101-BCF | 0.88 |
| 101-BCG | 1.21 |
| 101-BL | 0.89 |
Penutup
Dari uraian di atas terlihat bahwa dengan melakukan neraca massa dan energi, kinerja koil HE bisa dievaluasi dengan baik. Pekerjaan inilah yang juga menjadi dasar dalam membuat basic engineering design sebuah pabrik kimia sebagaimana yang dilakukan juga oleh seorang insinyur proses untuk mengevaluasi dan menganalisa operasi proses kimia. Semua simulator proses seperti Aspen Hysys, Aspen Plus, dan sebagainya, juga pada intinya adalah mengerjakan perhitungan neraca massa dan panas. Dan inilah yang menjadi kenggulan bidang keilmuan teknik kimia dan semua insinyur kimia harus menguasainya.

Leave a comment